10여년 전 전통적인 제조업을 근본적으로 변화시킬 신기술로 각광을 받았던 3D 프린팅. 비록 애초 기대만큼 빠르게 시장을 변화시키진 못했지만 꾸준히 기술 개선이 이뤄지면서 점차 활용 분야도 다양해지고 있습니다. 특히 다소 의외의 분야에서 3D 프린팅이 활발하게 적용되기도 하는데요, 대표적인 예가 바로 군대입니다.
미국과 호주를 비롯한 다수 국가의 국방부에서는 3D 프린팅(Additive Printing)의 잠재력을 일찌감치 주시하며 이미 현장에서 3D 프린터를 활용하고 있습니다. 명실상부한 세계 최강 군사력을 자랑하는 미군은 3D 프린팅 연구 및 개발에 매년 수 억 달러를 쏟아 붓는 것으로 알려졌습니다. 거기에는 마땅한 이유가 있을 텐데요, 군대의 생사를 좌우하는 보급, 즉 공급망(Supply Chain) 관리에 3D 프린팅이 중요한 역할을 할 수 있기 때문입니다. 즉, 3D 프린팅을 통해 전장의 최전선에서 군수품 제조(Manufacturing of Munitions)가 가능해진 것입니다.
2013년 벨라루스 흐로드나 바깥에서 훈련 중인 러시아 탱크. 출처 뉴욕타임즈 Alexey Druginyn.
군대에서 보급의 중요성은 역사가 증명해주고 있습니다. 나폴레옹이나 히틀러가 상대적으로 우세한 군사력을 보유하고도 러시아라는 장벽을 넘어서지 못한 것은 안정적인 보급로를 확보하지 못해 물류 공급에 어려움을 겪었기 때문입니다. 이 같은 역사적 교훈을 반면교사 삼으려는 듯, 미국은 지난 2017년 이후 약 5년 동안 미군은 물류 공급 문제를 해결하고 군사력 전반을 향상시키기 위해 3D 프린팅에 상당한 투자를 해왔습니다.
이같은 기조는 최근 미국 국방부가 바이든 대통령의 2021년 미국 공급망에 대한 행정 명령에 따라 국방 분야의 필수 공급망에 대해 발표한 평가 결과에서도 드러납니다. 보고서에 따르면, 미 국방부는 군대가 임무 성공에 필요한 핵심 초점 영역 및 전략적 조력자로서 3D 프린팅(Additive Printing)을 적극 사용할 것을 권장했습니다.
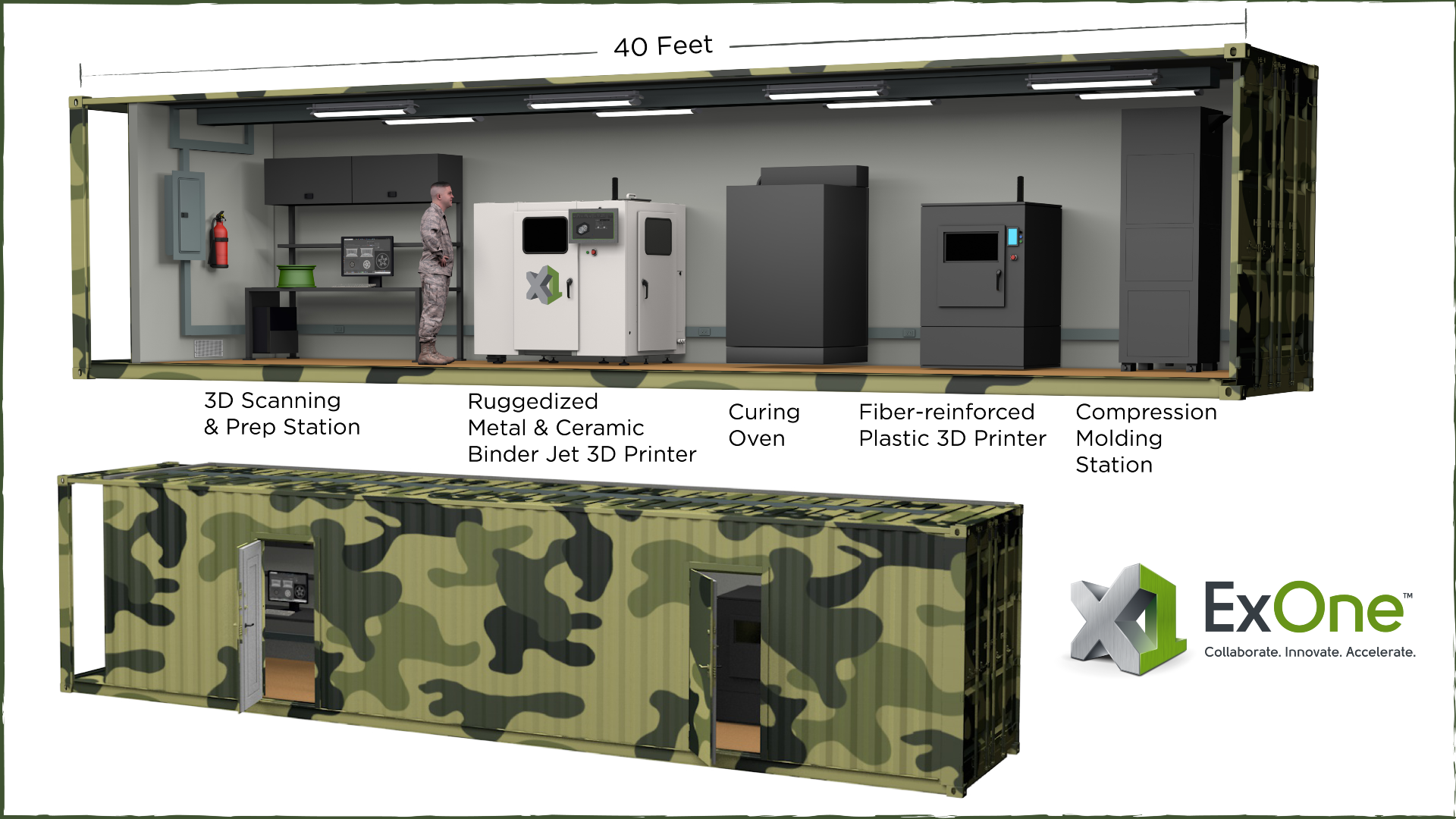
이동 가능한 3D 프린팅 팩토리. 출처 ExOne.
미군의 3D 프린팅 활용은 예기치 못한 환경 변화로 인해 보급이 차단되더라도 현장에서 자체적으로 군수품을 조달하도록 하는 것이 핵심입니다. 즉, 군수품 공급업체가 전염병으로 인해 타격을 입거나, 원자재가 항구에 갇히거나, 칩 부족으로 인해 물품 생산 라인이 중단되어도 현장에서 3D 프린팅 기술을 통해 필수 부품을 직접 제작할 수 있습니다.
미 국방부는 이미 작년에 적층 제조 전략 수립에 필요한 자금을 각 부서에 분배하였으며, 세부 기술 및 응용 프로그램 등에 대한 지원 계획도 설정하였습니다. 이 모든 프로젝트는 군대가 3D 프린팅을 사용해 예비 부품을 신속하게 생산해 전장에서 ‘사용’할 수 있도록 하는 데에 목표를 두고 있습니다.
미 국방부와 거래하는 엔지니어링 기업 대표인 Robert Gold는 언론 인터뷰에서 “적층 제조(3D 프린팅)는 개발자들이 미군 병력에 대한 기술적인 우위를 유지하도록 돕는 동시에 미군이 전례 없는 수준으로 공급망을 민첩하게 확보할 수 있도록 해준다”고 말했습니다. 군은 3D 프린팅을 이용해 기지나 해상, 또는 최전선에서 주문형(On-demand) 부품을 적시에 신속하고 낮은 비용으로 생산해낼 수 있습니다. 또한 재고 소진으로 더 이상 부품 공급이 불가능한 군수용 차량의 수명을 연장하는 데에도 3D 프린팅을 활용할 수 있습니다.
UH-60 일명 ‘블랙호크’ 헬리콥터. 출처 U.S. Department of Defense.
실제로 캔자스의 위치타 주립대학은 미 육군과 협력하여 블랙호크 헬기의 각 구성 요소를 분해해 3D 스캔하는 작업을 수행했습니다. 이제 미군은 블랙호크의 예비 부품이 필요하다면 지구상 어디에서든 해당 3D 디지털 모델 정보를 전달 받아 현장에서 3D 프린터로 출력할 수 있습니다.
현재 미군은 전투기에 필요한 예비 부품부터 원격 전초기지용 콘크리트 막사 제작까지 3D 프린팅의 도움을 받는 방안을 연구하고 적용해 나가고 있습니다. 특히 미군은 블록체인 기술과 결합해 전 세계에 산재한 기지 및 작전 지역에서 항공기를 비롯한 무기의 중요 교체 부품을 안전하게 제조하고 테스트해 실전 배치할 수 있는 솔루션을 개발 중에 있습니다.
아래에서 미군이 구체적으로 3D 프린팅을 어떻게 적용해 나가고 있는지 소개합니다.
콘크리트 3D 프린팅을 배우고 있는 미 해군. 출처 ICON 3D.
3D프린팅으로 차체 찍어내 대량 생산
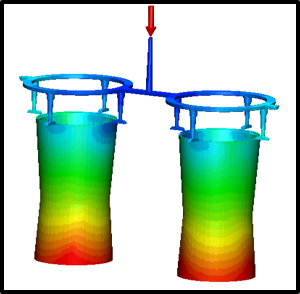
미군은 전투 차량의 차체를 일체형으로 3D 프린팅해 제작하는 실험을 진행하고 있습니다. 방위 분야 R&D(연구개발) 비영리단체인 ‘ASTRO America’는 적은 비용으로 무게는 가볍게, 생산 속도는 높이면서 동시에 탑승자의 생존성을 높이는 소위 ‘일체형 차체 제조(Monolithic Hulls Manufacturing)’를 궁극적인 목표로 삼고 있습니다.
이와 같은 대규모 적층 제조 방식은 군용 차량의 제조방식을 획기적으로 변화시킴으로써 유사시 공급망의 취약성을 줄일 수 있을 것이란 평가입니다.
36시간만에 콘크리트 벙커 구축
미 해군은 3D 프린팅 건축 전문업체인 아이콘(Icon)의 3D 프린터를 이용해 단 36시간 만에 트럭에 탑재된 로켓 발사기 시스템을 숨길 수 있을 만큼 큰 규모의 콘크리트 구조물 벙커를 만들어냈습니다. 이와 같은 시스템을 적용하면 터치스크린 태블릿이나 스마트폰 상의 간단하고 직관적인 명령을 통해 ‘대피소’나 ‘교량’ 등의 구조를 설계할 수 있고, 몇 시간의 교육만으로 해당 장비를 다룰 수 있습니다.
군 병원 내 바이오메디컬 3D 프린팅
미국 보훈처는 3D 프린팅 기술을 활용하여 맞춤형 보철물, 치과 도구 및 의료 모델을 생산해내고 있습니다. 최신 VA(Veterans Affaris, 재향 군인 업무) 프로그램 중 하나인 3D 프린팅 보청기에 대해 미국 식품의약국(FDA) 승인을 받은 군 병원도 있습니다. 해당 승인을 받으면 3D 프린터를 사용해 매년 수만 개의 의료기기 부품 등을 생산할 수 있습니다.
세계 최강 F22 부품도 3D 프린팅
미 공군의 가장 비싼 전투기인 F-22 랩터는 2019년부터 3D 프린팅으로 생산된 부품을 달고 비행했습니다. 기존에 사용되던 알루미늄 부품과 달리, 3D 프린팅된 티타늄 부품은 부식되지 않는 것이 특징입니다. 3D 프린팅을 이용해 부품을 생산하면 자재를 수급하기가 쉽고 리드 타임도 크게 줄어듭니다. 미군 항공기 정비 업무를 맡고 있는 관계자는 “더 복잡한 비행기 부품을 프린트하게 되면, 전투기가 정비를 위해 수리소에 머무는 시간을 60~70일 정도 단축할 수 있다”고 말합니다.
이외에도 군대 내에서 3D 프린팅을 적용할 수 있는 범위는 막사, 금속 프로펠러, 잠수함 부품에 이르기까지 방대합니다. 이는 비단 미군에만 국한된 뉴스는 아닐 것입니다. 머지 않아 국내에서도 비슷한 소식이 전해질지 모르겠네요.
지난 1999년 개인기업으로 출발해 지난 2015년 법인 전환한 에이스캠엔지니어링은 올해로 업력(業歷) 24년차를 맞았다. 강산이 두 번 이상 지나는 시간 동안 정부과제 등을 수행하며 업계에서 착실히 신뢰를 쌓아갔다.
회사는 ‘PROTOTYPE SOLUTION FOR THE FUTURE’을 모토로, 주로 CNC 장비를 이용해 목업(MOCK-UP, 시제품)부터 준양산 단계까지 책임지고 있다. 프로토타입(시제품) 토탈솔루션 회사라는 비전을 향해 꾸준히 나아가고 있다.
현재 현대모비스, 두산기술연구원, 콘티넨탈, 한국알프스 등 대기업의 1차 협력업체로서 대기업 매출이 주요한 비중을 차지한다. 이처럼 쟁쟁한 대기업을 주요 고객으로 둘 만큼 업계에서 실력을 인정 받은 셈이다.
안정적인 고객 기반을 확보해 아쉬울 것 없을 것 같은 에이스캠엔지니어링은 지난해 캐파(CAPA) 파트너로 가입하면서 새로운 고객을 만나는 재미가 쏠쏠하다고 한다. 어떤 사연인지, 캐파(CAPA)가 직접 경기도 용인의 본사를 찾아 직접 들어봤다.
현대모비스 같은 대기업이 주고객이다. 그런데도 캐파(CAPA)를 이용하게 된 계기가 있나
“주매출원이 대기업인 것은 맞다. 그러나 편향된 매출 구조에 변화를 주기 위해 작년부터 꾸준히 새로운 고객사를 찾기 위해 노력하고 있다. 대기업에만 의존하면 ‘코로나’와 같은 위기 상황이 오면 적자를 면하기가 어렵다. 그래서 고객 다변화를 위해 캐파(CAPA) 서비스를 찾은 것이다.”
기대했던 대로 새로운 고객을 찾았나
“물론이다. 캐파를 사용한 지 1년쯤 지난 지금, 매출의 상당수가 캐파 고객사에서 나온다. 코로나 상황에서 도움이 많이 되었다. 매칭이 이루어지는 경우, 단발성으로 끝나는 거래도 있지만 (지속적으로 거래하는) 회사의 주고객이 되는 경우도 많다. 30여 고객사와 거래가 이루어지면, 그중 5~6곳 정도는 고정 고객이 된다고 보면 된다. 고정 고객으로의 전환율이 20% 정도니 상당하다.”
“에이스캠엔지니어링이 대기업과 협력하여 주로 만드는 부품은자동차 전장품이다. 쉽게 말해 자동차의 앞부분에 들어가는 모든 걸 준양산급으로 개발·생산해낸다고 보면 된다. 계기판에 들어가는 카오디오, 파워 버튼, 기어 변속 등의 전기 장치에 필요한 플라스틱 소재 케이스나 부품 대부분을 만들어낸다. 그러다보니 조립(assembly, 어셈블리) 제품에 강하다. ”
에이스캠엔지니어링에서 생산된 자동차 전장품. 출처 에이스캠엔지니어링.
중소 규모 고객이 많은 ‘캐파’에서는 어떤 차별점을 어필할 수 있나
“에이스캠엔지니어링은 시제품 개발에 특화되어 있다고 보면 된다.
사실 시제품 개발이라는 것이 간단치가 않다. 목업(Mock-up)을 만들어 디자인을 점검하고 작동 가능성을 알아내고, 때로는 QDM(Quick Delivery Mold, 단기간에 납품할 수 있는 금형)을 통해 양산시 발생할 수 있는 문제점을 미리 알아내야 한다.
이때 회사 규모나 제품 유형에 따라서 프로토타입 개발에 사용하는 기술도 달라진다. 개발 주체가 스타트업처럼 소규모 기업이거나 개인일 경우 초기 생산 수량이 적을 수밖에 없다. 이렇게 일반적인 양산 수량을 맞추기 어려운 경우, 특화된 방식으로 소규모 생산을 해야 한다. 에이스캠엔지니어링은 이에 필요한 인력 및 기술을 모두 보유하고 있다. 믿고 맡겨주시면 된다.”
시제품 제작과 관련해 구체적으로 어떤 기술을 보유하고 있나
“CNC는 물론, (보다 많은 수량이 필요한) 다양한 방식의 (시제품 생산용) 금형 기술을 보유하고 있다. (양산 전단계에 적용하는) QDM도 어쨌든 금형이 필요하다. 그런데 이 금형 제작에 들어가는 시간과 비용이 만만치 않다. 그래서 QDM으로 제작하기엔 수량이 적은 경우엔 진공주형을 택한다. 실리콘으로 금형을 제작해서 시제품을 만들어낸다고 보면 된다. 시간도 적게 걸리고, 가격도 적게 든다. 또 QDM와 양산의 중간 단계에 해당하는 시작금형이 있다. (고객 중에는) 이런 구분을 모르는 분들이 대부분이다. 어떤 분들은 본인이 직접 금형 구조 설계를 해서 들고 오시기도 한다. 그런데 많은 경우 실제 생산이 힘든 구조로 설계를 해오시는 경우가 많다. 에이스캠엔지니어링을 찾아오면 설계 단계에서부터 다양한 솔루션을 제안해 드린다. 게다가 후가공 전문 인력까지 갖추고 있기 때문에 후가공을 위해 다른 업체를 일일이 알아보지 않아도 된다.”
내용
CNC
진공주형 (실리콘몰드및성형)
QDM / 시작금형 (알루미늄/kp4 금형 및 사출)
적정제작수량
1pc to ~ 10pcs
10pcs to 70~80pcs
100pcs to 5,000~10,000pcs
공차
5/100mm
0.2~0.3mm
5/100mm
작업시간
Approx. 1 week
Approx. 1~2 weeks
QDM : Approx. 2~3 weeks 시작금형 : over 4 weeks
작업가능재질
ABS, PC PC-ABS, PC/GF ARCRILIC, POM, ALUMINIUM, 황동, SUS
ABS, Rubber, PMMA, PP
양산재질과동일
신뢰도테스트
N/A
Temp. standing up to 80~90℃
No limit
출처: 에이스캠엔지니어링
에이스캠엔지니어링이 보유한 ‘HWACHEON VESTA 1650 ‘. 올해 3월에 들여온 최신 장비다. 사진: 박홍민 of 캐파(CAPA)
후가공까지 책임진다는 건가
“그렇다. (시제품 개발 과정에서) 비용을 절감할 수 있는 개발 방법이나 해당 제품에 적합한 후가공 방식 등을 추천해드리고, 설계 과정에서 겪을 수 있는 고객의 시행착오 또한 줄이기 위해 노력하고 있다. 저희의 제작 능력과 기술적 피드백을 최대한 믿으실 수 있게 최선을 다하고 있다.”
캐파에서 수많은 고객을 만났다고 했는데, 기억에 남는 고객들이 있나
“주로 젊은 고객들에게서 재미있고 흥미로운 프로젝트가 많다. 그 중 두가지 사례가 특히 기억에 남는다. 먼저 전시 예술을 하시는 예술가 분이 전시를 위한 설치물 제작을 위해 연락해온 적이 있었는데, 인상 깊었다.
또 다른 고객은 친환경 소재로 ‘굿즈’를 만드는 ‘프래그랩'(브랜드명 ‘노플라스틱선데이(no plastic sunday)’)이란 회사다. 프래그랩은 노플라스틱을 비전으로 삼고 친환경 재료로 굿즈를 만드는 회사다. 따라서 굿즈를 포장하는 케이스 또한 친환경 소재로 만들길 원했는데, 그 과정에서 저희 에이스캠엔지니어링과 협업하게 되었다. 친환경 머플러를 위한 친환경 케이스를 제작했던 게 특히 기억에 남는다. 거래를 지속하면서 덕분에 재미있는 시도를 할 수 있어서 좋다. 아무래도 젊은 고객들과 일하다보니 열정이 저절로 솟아나는 것 같다. ”
친환경은 재료가 달라서 고객의 요구조건을 맞추기가 어렵지 않나
“(어느 정도는) 맞다. 플라스틱을 재활용한 친환경 수지를 재료로 하다보니 약간 오차 범위가 생기기는 했지만, 그 정도의 오차 범위는 금세 조정해나갈 수 있어서 문제가 안 된다. 제조업에 뛰어드는 젊은 고객층과 많이 거래해보고 싶다.”
에이스캠엔지니어링 금속 CNC. 사진: 박홍민 of 캐파(CAPA)
앞으로도 CAPA를 통해 더 다양한 고객을 만날 것 같다. 미래의 고객에게 하고 싶은 말이 있다면?
에이스캠엔지니어링은 처음 사업을 구상하시는 분들이나 소규모 업체를 운영하시는 분들을 위해 제작의 기초부터 납품까지 총괄적으로 책임지고 진행하고 있다. 양산 전문 업체에 비해 준양산 단계를 전문으로 하는 업체의 수는 많지 않다. 에이스캠엔지니어링은 준양산 단계 전체를 책임지는 몇 안 되는 회사 중에서도 뛰어난 회사라고 자부할 수 있다. 주기적으로 기기를 구입하고 정비하고 있으며, 단계별로 요구되는 전문 인력이 포진되어 있다. 캐파를 통해 더 많은 분들과 소중한 인연을 맺고 싶다.
제조업체 매칭플랫폼 캐파(CAPA)에서는 시제품 제작 전문업체 에이스캠엔지니어링을 비롯해 신뢰할 수 있는 제조 전문업체들을 만날 수 있습니다. 믿고 맡길 제조 파트너를 찾는다면 지금 캐파(CAPA)에 접속하세요!
강진환 큐네스글로벌 대표는 금형사출업에 지난 24년간 몸담으며 늘 금형 산업의 미래를 고민하며 사는 ‘찐’ 제조인입니다. 대학에서도 기계설계와 금형공학을 각각 전공했습니다. 이제는 그간의 경력과 경험에 의존해 편하게 갈 법도 한데, 강 대표는 최근 대학원에 등록했습니다. 하늘의 뜻을 알게 된다는 지천명(知天命)의 나이에 또다시 책과 씨름하기로 작정한 것이죠.
끊임없이 새로운 분야에 도전하고, 배움에 있어 주저함이 없는 강진환 대표를 캐파(CAPA)가 지난 25일 큐네스글로벌 사무실에서 만나봤습니다. 아래는 강진환 대표와의 일문일답.
제품을 들고 포즈를 취하고 있는 강진환 대표. (사진=에이팀벤처스)
Q> 학위가 3개라고 들었다
”1992년에 인하공전 기계설계과 학사 졸업을 하고, 2020년 폴리텍대학교에서 금형공학과 학사 과정을 졸업했다. 올해 인하대학교 경영대학원 경영학 석사 과정을 시작했는데 2024년에 학위 과정을 무사히 마치게 되면 비로소 3개가 된다.”
Q> 금형설계 현장에 20여 년 넘게 몸담았는데, 또다시 학교를 찾은 이유는
”현장에서 쌓은 노하우도 중요하지만 이론적인 지식을 쌓는 것도 중요하다고 생각했다. 현장에서 오래 일했지만 스스로 ‘다 안다’고 생각하지 않았다. 더 배울 수 있는 것이 있다면 공부를 시작해야겠다고 결심했고 주저함은 없었다.”
Q> 엔지니어 출신인데 경영대학원에 진학한 이유가 뭔가
”지난 2020년 초소형 사출에 특화된 큐네스글로벌을 설립한 지 2년 만에 직원이 13명으로 늘었다. 기계설계를 전공한 저로서는 단순히 회사에서 주력하는 ‘초소형 사출기’ 기술 개발만 잘 되면 회사가 잘 될 줄 알았다. 하지만 사람 일이라는 게 그렇지 않더라. 인사 업무는 어떻게 해야 하는지, 조직 관리는 어떻게 해야하는지 등 이런저런 고민이 많아졌다. 그래서 또 다시 선택한 게 학교였다. 올해로 나이 50살에 경영대학원생이 됐다.”
이렇게 작은 금형 보셨나요? (사진=에이팀벤처스)
강 대표는 잠시 동안 3D 프린팅을 곁눈질한 1~2년 정도를 제외하면 20년 이상 줄곧 금형 사출 분야에서 경력을 쌓아왔다. 그런 강 대표에게도 초소형 사출은 낯선 분야였다. 초소형 사출의 어떤 점에 끌렸던 것일까.
Q> 어떻게 초소형 사출기와 인연을 맺었나
”큐네스 글로벌을 설립하기 2년쯤 전 잠시 3D 프린팅 사업을 하던 때가 있었다. 당시 3D 프린터를 판매하기 위해 회사를 방문한 영업사원 분이 동영상 하나를 보여주더라. 일본에서 나온 초소형사출기가 작동하는 모습이었는데, 사람의 힘으로 작동하는 초소형 사출기가 정교한 제품을 만들어내는 영상이었다. 이전에도 초소형 사출기에 대해서는 알고 있었지만 반신반의했었다. 하지만 실제로 동영상을 보니 달랐다. ‘저거다!’ 싶었다.”
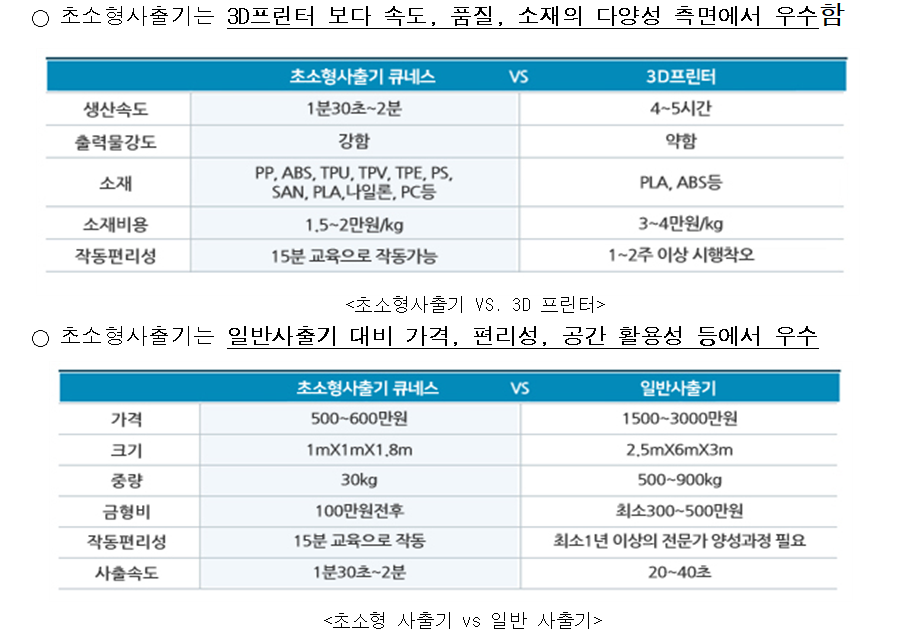
Q> ‘초소형 사출’의 특징과 장점에 대해 설명해 달라
”3m짜리 크기의 일반사출기를 30cm로 줄인, 말 그대로 ‘초소형’ 사출기다. 일반 사출기는 작동이 복잡하고 어려워 전문가만 작동할 수 있었고 비용이 비쌌다. 이 때문에 소량 생산은 애초에 불가능했다. 그만큼 진입장벽이 높았던 셈이다.
하지만 초소형사출은 다르다. 사출에 대한 지식이 없는 일반 고객들도 사무실에 와서 15분 정도 안내를 받고서 직접 다룰 수 있다. 쉽고, 편하고, 비용도 저렴하고, 소량 생산도 가능하다.
크기가 작기 때문에 일반 사출과 비교하면 금형 제작 비용이 50% 정도 절감된다. MOQ(minimum order quantity : 수익을 내기 위해 최소로 생산해야 하는 수량)에 대한 제약도 없다. 제품 용량은 10g, 18g, 25g으로 다양하다.
사출 비용도 저렴하다. 특히 재료 자체가 비싼 경우 초소형 사출로 작업하면 유리하다. 가령 ‘의료용 PLA’는 한 주먹에 2500만원을 호가하기도 하는데, 고비용 재료를 사용할 경우에 초소형 사출이 더욱 유리하다. 제품 스펙트럼은 바늘부터 인공위성 부품까지 다양하다.”
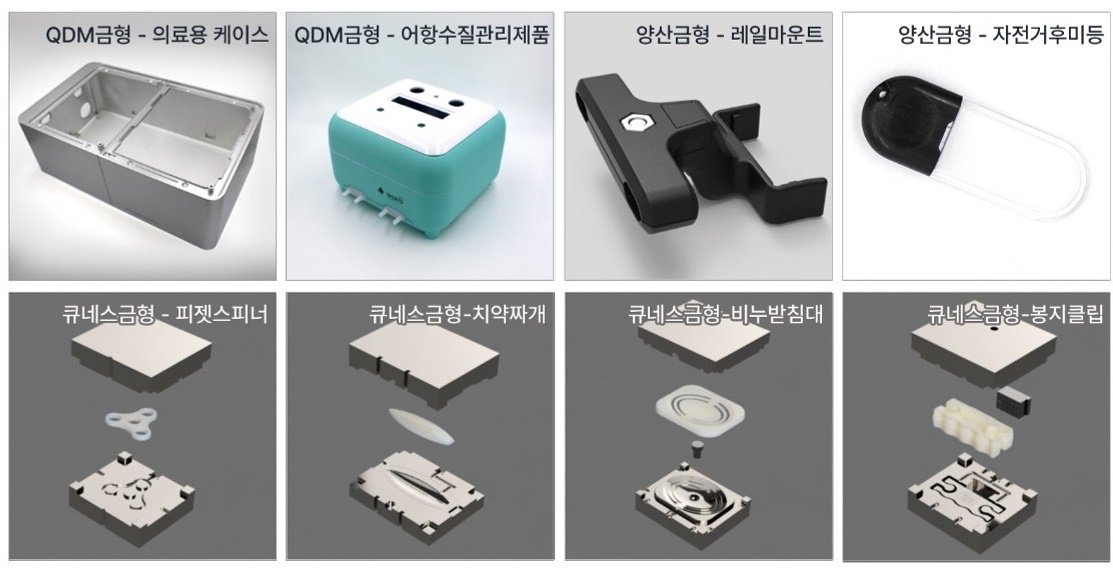
큐네스 글로벌이 만든 제품들. (사진=큐네스글로벌)
Q> 의료기기 제품도 초소형 사출로 생산한다고 하던데
”시약통, 주사 바늘에 들어가는 석션, 피부나 인체 조직을 접합하는 나사 등 소형 제품은 거의 다 다룬다. 의료용 재료는 피부에 닿기만 하는지, 입안에 들어가야하는지, 몸 속에 들어가는지 등 단계별로 재료의 급수가 나뉘는데, 소재 자체의 비용이 높은 경우가 많다. 또 사람 몸에 직접적으로 쓰이기 때문에 본제품을 만들기 전에 300~400개 정도 테스트 제품이 통과돼야 양산할 수 있다. 이 경우 초소형 사출로 제작하면 시간과 비용을 단축할 수 있다.”
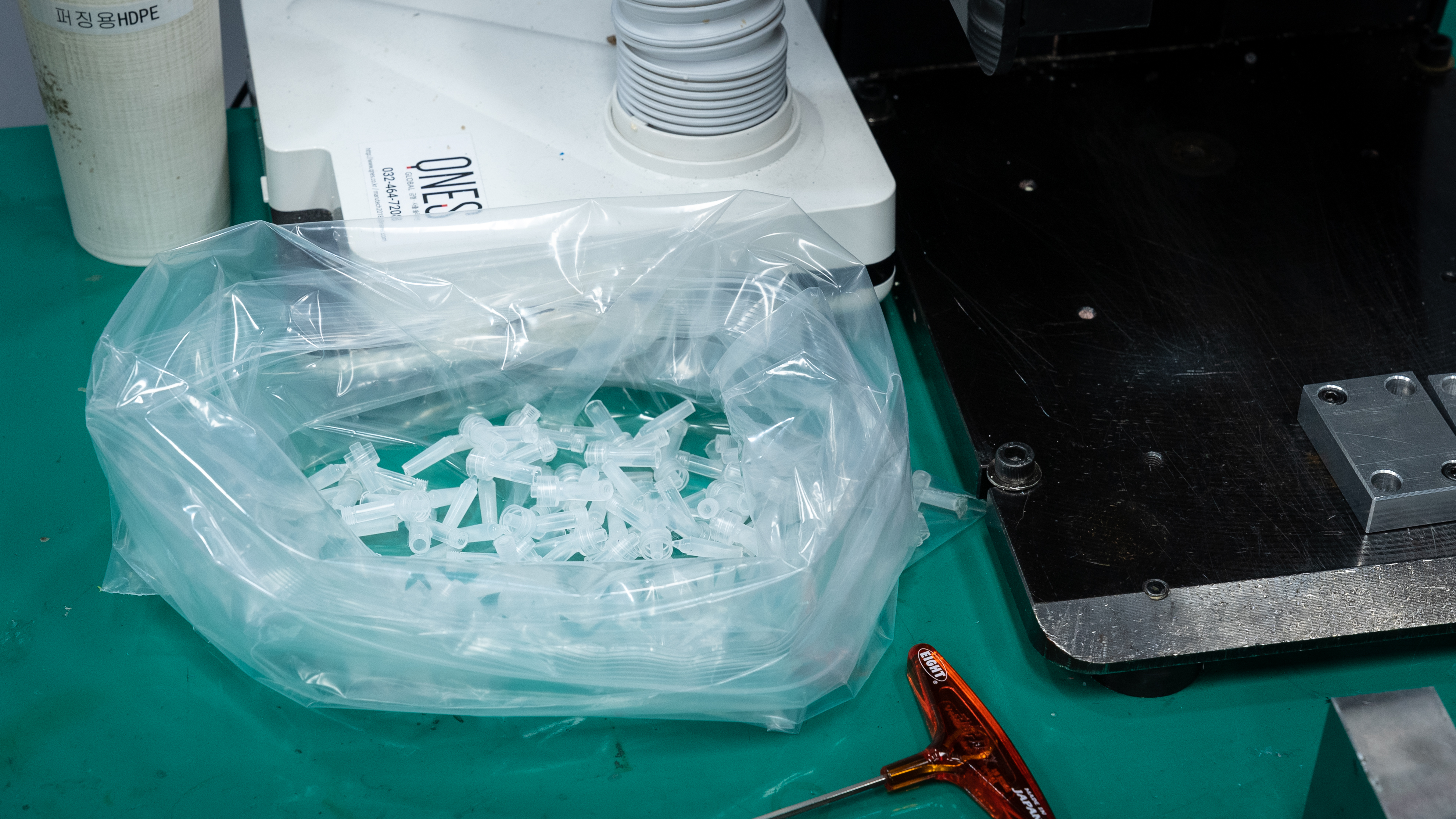
링겔에 연결하는 관. 관을 통해 유입된 수액은 사람 몸 안으로 들어가기 때문에 특수 소재인 ‘의료용 PLA’를 쓴다. (사진=에이팀벤처스)
Q> 처음 ‘초소형 사출’ 사업을 한다고 했을 때 주변 반응은 어땠나?
”(당시에도) 전혀 대중적이지 않았다. 초소형 사출기 사업을 시작한다고 했을 때, 주변 사람들의 절반은 ‘하지 말라’ ‘그건 애들 장난이다’라고 했다. 하지만 동영상을 보고 확신이 생겼다. 저렇게 작은 사출기로도 완벽에 가까운 제품을 만들 수 있다면, 초소형 사출기를 시작으로 더 편리하고 더 정교한 제품을 만들 수 있도록 연구해 봐야겠다고 다짐했다.
언제나 기존의 방식으로만 성공할 수는 없는 법이다. 기존의 방식으로 경쟁할 수 없다면 리스크를 안고서라도 새로운 시도를 해야한다고 생각한다. 금형 사출업계의 진입 장벽을 낮출 새로운 방식, 바로 초소형 사출기였다.”
Q> 금형 사출업에 대한 진입 장벽을 낮춰야 하는 이유는?
”20여 년 넘게 몸 담아온 생업에 대한 애정 때문이다. 금형은 ‘제조업의 제조’라 불린다. 금형 틀이 있어야 그 안에 재료를 넣어서 제품을 ‘제조’할 수 있다. 하지만 금형사출의 문턱이 너무 높아 고객도, 근로자도 발길이 끊어지고 있다. 제조도 쉽지 않고, 금형설계부터 제작, 사출까지 노동 강도는 고되다. 현재 상태라면 20년 쯤 뒤엔 우리나라에서 플라스틱 제품을 더 이상 만들수 없게 될 수도 있지 않겠나. 20년 넘게 몸 담아온 업(業)이 사라진다면 너무 슬플 것이다.
금형사출 산업의 허들을 낮춰서 고객들이 쉽게 찾고 젊은 근로자들의 발길을 유인할 방법. 그것이 ‘초소형 사출기’라고 생각했다. 사업을 한다고 생각한 적이 없다. ‘초소형 사출기’를 알리고 싶었을 뿐이다. 20여 년 넘게 몸 담아온 금형사출업계가 후세대에도 건강한 생태계로 이어지기를 희망한다.”
강 대표는 돈을 버는 것만이 사업의 목적은 아니라고 말한다. 빈말이 아니다. 강 대표는 고객들이 금형사출 산업에 보다 쉽게 다가갈 수 있게끔 사내에 ‘메이커 스페이스(maker space)’를 만들었다. 메어커 스페이스를 만드는 데 돈은 들지만 ‘돈 되는’ 일은 아니다.
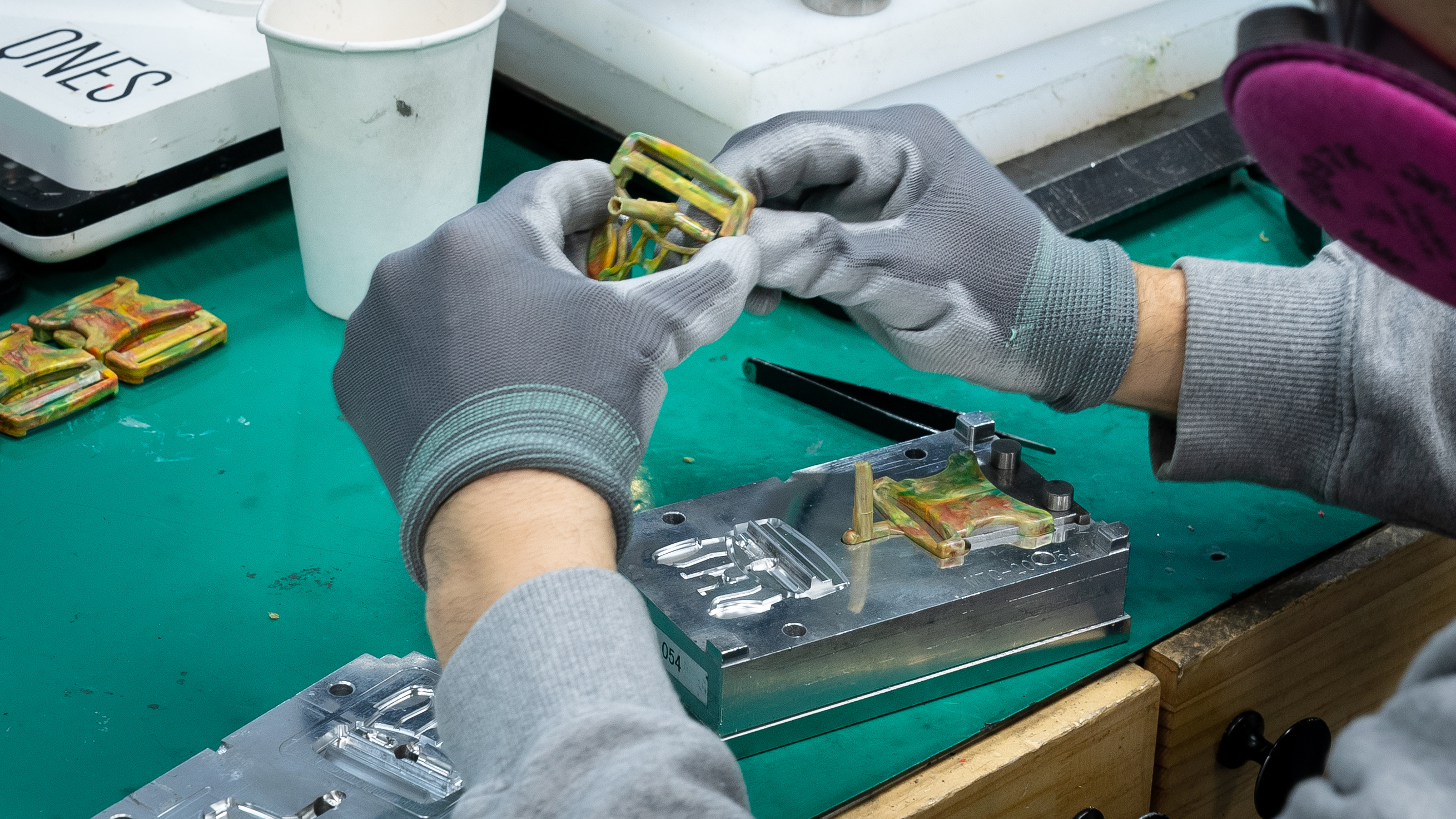
사내 ‘메이커 스페이스’에서 초소형 사출 작업하는 큐네스글로벌 직원들의 모습. (사진=에이팀벤처스)
Q> 초소형 사출을 위한 ‘메이커 스페이스’를 사내에 설치했다
“큐네스글로벌에 제품을 의뢰한 모든 고객 분들은 누구라도 메이커 스페이스에 와서 초소형사출기로 제품을 직접 뽑아볼 수 있다. 메이커 스페이스 역시 금형 사출업에 대한 문턱을 낮추기 위한 사업의 일환이다.
미국에서 시작된 ‘메이커 운동(Maker’s Movement)’도 그렇고 3D 프린팅같은 경우는 교육, 놀이 문화가 비교적 잘 정착돼있다. 하지만 금형사출의 경우에는 쉽지 않다. 작업의 전문성과 복잡성이 높기 때문이다. 초소형 사출의 경우에는 접근성이 좀 더 높다. 고객 분들이 직접 오셔서 교육을 받으시고 스스로 제품을 만들어보시면서, 금형사출에 대한 흥미를 발견하실 수 있게끔 유도하고 있다.”
초소형사출기의 장점 비교 (사진=큐네스글로벌)
Q>초소형 사출기는 수동으로 작동한다. 제품이 잘 나올 만큼 압력이 충분한가
”충분하다. 압력뿐 아니라 중요한 것이 금형 설계다. 일정 수준의 압력이 가해졌을 때 금형 안에서 재료가 골고루 퍼지게 하려면 재료의 흐름, 유체 특성을 고려한 설계가 필요하다. 이를 위해 큐네스 글로벌에서는 ‘유동해석(CFD: Computational Fluid Dynamics)’ 프로그램을 도입한 금형 설계를 하고 있다.
유동해석이란 유체의 움직임에 따른 압력, 속도, 온도 등 유동 현상을 예측하는 것이다. 유동해석 결과에 따라 금형 게이트(금형 안에서 재료가 유입되는 경로)의 모양을 바꾸는 등 개선 작업을 이행하며 완성도 있는 제품을 만드는 과정에서 시행착오를 최대한 줄이고 있다.
아래 사진에서 재료가 유입되는 게이트가 네 곳으로 나누어져있는데, 처음에는 게이트가 한 곳 뿐이었다. 텀블러 제품의 원통형 구조가 게이트 한 개로는 재료 유입이 잘 안 되었다. 유동해석 프로그램을 통해 재설계한 결과, 게이트를 4개로 추가해 재료가 잘 유입되도록 했다.”
텀블러 설계도. 파란색(하늘색) 부분이 게이트다. (사진=큐네스 글로벌)
강 대표는 약 10년 전 폴리텍대학에서 공부하던 시절에 유동해석 프로그램을 처음 접했다고 한다. 당시만 해도 유동해석이란 개념 자체가 생소해서 관련 소프트웨어를 접하기도 쉽지 않았다고 한다. 하지만 호기심이 생겼고 학부 교수님 중에 해당 소프트웨어를 갖고 계신 분이 있다는 사실을 알게 돼 무작정 찾아가 프로그램을 써보게 해달라고 졸랐다고 한다.
당시 남들은 쓸 데 없다고 생각했던 그의 호기심이 큐네스글로벌이 초소형 사출 분야에서 차별화된 경쟁력을 가질 수 있게 해준 것이다. 강 대표는 “어릴 때부터 남들이 잘 하지 않는 것을 잘 해내고 싶은 마음이 있다. 누군가가 이미 갔던 길을 뒤쫓아 가는 것보다 미지의 새로운 길을 먼저 걸어가는 일은 언제나 짜릿하다”고 말했다.
Q> 주변 동료들과 협동조합을 만들었다고 하던데, 어떤 목적인가
”따로, 또 같이 하자는 개념이다. 큰 틀에서 △제품 개발 △금형 설계 △금형 제작 및 가공 △제품 양산 △도장, 도금에 이르는 전 공정을 분담하는 6개의 회사가 협동조합을 만들었다. 큐네스 글로벌에서 금형 사출 전(全) 공정의 ‘솔루션’이 가능한 이유다. 제이디테크, 케이엠정밀, 마루, 진테크, 비엘테크까지 5인 이하의 영세업체 5개사가 함께하고 있다. 협동조합 멤버들은 업계에서 20~30년동안 함께한 친구들이다. 돈을 많이 벌기 위한 사람들이라기보다, 각자 앞에 놓인 먹고 사는 걱정이 우선인 사람 냄새 나는 식구들이다. 오랜 세월 이바닥에 있다보니, 각자 회사를 운영하면서도 마케팅을 모르는 친구들, 형, 동생 하는 친구들이 안타까울 때가 많았다. 같이 만드는 가치를 꿈꿔보자는 생각으로 시작했다.”
글로벌 협동조합 공동 공장에서 대화를 나누는 강진환 대표(위), 공장에서 작업 중인 진테크 직원(아래). (사진=에이팀벤처스)
Q> 특별히 기억에 남는 고객이 있다면
”작년에 거래한 ‘코스텍코리아’라는 업체가 있다. 대류난방 시스템을 만드는 회사였는데, 온돌을 이용해 에어컨과 난방을 모두 가능하게 하는 제품을 의뢰했었다. 일반 사출 방식으로 제품을 만들어달라는 요청이었지만, 막상 보니 불가능한 구조였다. 초소형 사출 방식을 제안드리자 곧바로 수용하시고 또 다른 부작용을 어떻게 극복할 수 있냐는 제안을 주셨다. 개선점을 제안드리자 또 다시 피드백을 주시고 새로운 제안을 주셨다. 의견을 주고 받는 ‘핑퐁’이 잘됐다.
지금도 안부를 묻고 지내며 종종 거래를 하고 지낸다. 최근에는 오히려 우리 사업 걱정을 하더니, 마케팅을 잘하는 유튜버를 소개시켜주겠다고도 하더라.(웃음)”
△대류난방 온돌에 온수와 냉수를 골고루 뿌려주는 펌프 제품. (사진=에이팀벤처스)
△강진환 대표가 국민대 학생들로부터 의뢰 받은 제품
△강진환 대표가 국민대 학생들로부터 받은 감사패(왼쪽 아래)
△강 대표는 “학생들이 돈이 어디 있겠나. 1000만원 미만으로 제품을 만들어줬더니, 감사패를 주고 고맙다고 메일을 보내주더라”라고 말하며 웃었다. (사진=에이팀벤처스)
Q> 기억에 남는 제품은 어떤 게 있나
”엊그제 제작을 마친 제품인데, ‘파카 코리아’라는 업체의 제품이다. 상세한 제품 기능을 공개하기는 어렵지만, 플라스틱 구조의 제품을 포일로 감싸야하는 제품이었다. 예전에는 주형을 부어서 6시간만에 만들었다고 하더라. 제품 구조 상 쉽게 만들기 어려운 제품이었다.
처음 사출을 시도했을 때 제품이 제대로 안 나왔다. 플라스틱 인서트가 움직였기 때문이었다. 방법을 고민하다가 제품을 절반씩 사출해보자고 제안했다. 인서트가 움직이는 것을 방지하기 위해, 고정시켜서 반 쪽을 먼저 사출한 뒤 나머지 반 쪽을 사출해보자는 아이디어였다. 몇 차례 시도 끝에 결국 성공해냈다.
(일반적인 해결 방식인가?) 아니다. 그저 손에 익은 ‘감’이다. 20여 년 넘게 사출 업계에 발을 담그고 있다보면 그런 ‘촉’이 생긴다.(웃음)”
강 대표는 ”어려운 시기에 안정보다는 성장을 선택했고, 아는 길보다는 한 번도 간 적이 없는 길을 선택해 살아왔다”며 “인생의 마지막까지 정의롭게 성장하는 것이 꿈”이라고 말했다.
마지막으로 그의 꿈인 정의롭게 성장하는 것이 어떤 의미인지 물었다. 그는 ”나로 인해 누군가가 피해를 보지 않는 것이다. 나를 위해 누군가의 피해를 외면하고 사는 것은 진정한 의미에서 성장이 아니지 않겠나”라며 “정의롭게 성장하며 옆에 있는 사람들과 함께 가치를 만드는 것. 한치 앞도 모르는 인생, 꽤 많이 살았지만 앞으로도 꾸준히 열정을 갖고 살고 싶다”고 말했다.
글로벌 금형 협동조합 공장 앞에서 환하게 웃는 강진환 대표.(사진=에이팀벤처스)
조곤조곤한 말씨였지만 마지막 한 마디를 내뱉는 강진환 대표의 눈이 빛났다. 순간 그에게서 10년 전 불혹의 나이에 두 번째로 대학에 입학하던 모습이 스쳐보였다. 동시에 10년 뒤 강진환 대표의 모습도 그려졌다.
그는 ”이제는 나이가 들었다”며 도전할 시간이 얼마 없다고 말했지만 어쩐지 10년 뒤, 20년 뒤에도 똑같은 모습을 하고 있을 것 같았다. 앞으로도 어딘가에서, 지금처럼 새로운 도전을 계속하고 있을 것 같은 그를 응원하며 미리 존경과 박수를 보낸다.
판금 가공이 처음이신가요? 다른 가공 방식과 마찬가지로 판금 가공에서도 가장 기본은 설계(Design)입니다.
설계(Design) 단계에서는 단순히 외형 디자인만 고려해서는 안 됩니다. 가공 과정(manufacturing process)에서 일어날 수 있는 시행착오를 미리 검토해 반영해야 제대로 된 설계라 할 수 있습니다. 그러기 위해선 판금 가공의 특성과 장˙단점을 잘 파악한 뒤 설계에 반영해야 합니다.
오늘은 판금 가공이 필요한 제품(부품)을 설계할 때 자주 발생하는 문제점에 대해 알아보려고 합니다. 다음 사항들만 잘 숙지해도 RFQ(Request For Quote, 견적요청) 작성 시 많은 도움을 받으실 수 있을 겁니다. 다음은 판금 가공 설계시 ‘피해야’ 할 대표적인 7가지 실수 사례입니다.
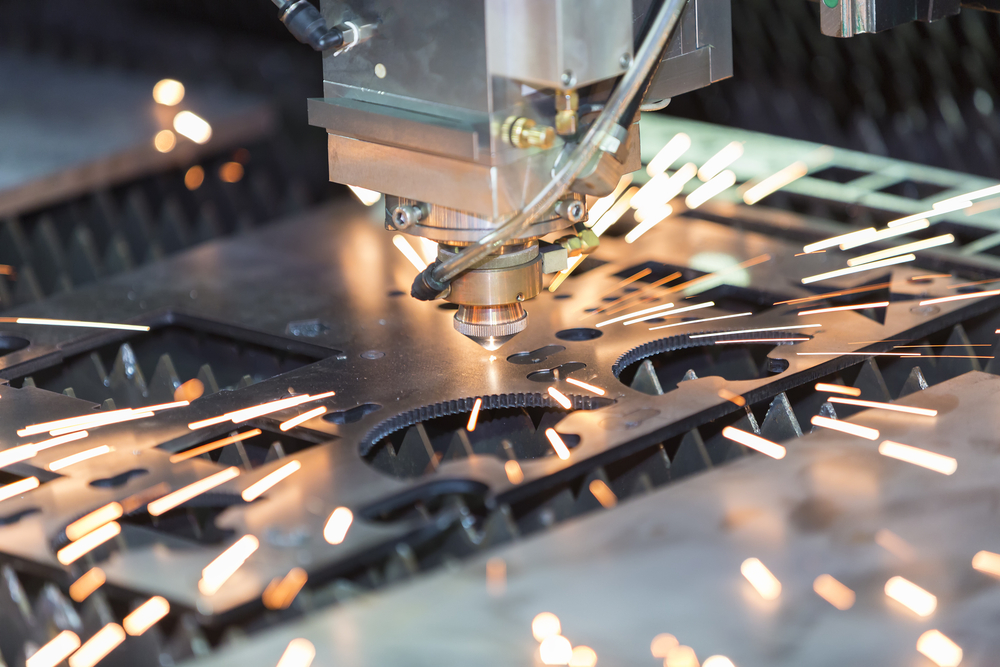
레이터 커팅 가공. 출처 셔터스톡.
① 도면상에 ‘굽힘’ 표시를 빼먹는다
위 사진에서도 볼 수 있듯, 판금 가공은 주로 납작한 금속 판재를 재료로 합니다. 최종적인 형상을 만들기 위해 이러한 납작한 판재를 구부리거나 잘라냅니다. 이를 위해 레이저 커팅 방식을 사용하기도 하고 프레스 기계로 압력을 가해주기도 합니다.
판금 가공의 특성상 다른 가공방식과 달리 설계 단계에서 고려해야 할 부분이 있는데요, 바로 벤딩 같은 일부 작업의 경우엔 도면 상에 별도 표기가 필요하다는 점입니다. 즉, 3D CAD(Computer Aided Design, 컴퓨터지원설계) 파일에 굽힘(벤딩, Bending) 작업이 들어가야 할 지점을 표기해줘야 한다는 것입니다.
판재를 구부려야 하는 위치를 정확히 표시해야만 원하는 결과물을 얻을 수 있습니다. 아주 간단한 팁입니다만, 이 부분을 간과하고 도면에 표기하지 않는 경우가 적지 않습니다. 또 판재의 두께는 일정해야 하는데, 지점마다 두께를 다르게 지정하는 경우도 있습니다. 예를 들어 3.175mm 두께의 알루미늄을 사용해 하나의 부품을 만들었다면, 나머지 전체 부품의 두께 또한 이와 똑같아야 합니다.
② ‘굽힘선’ 가까이에 ‘구멍’을 배치한다
설계 과정에서 구멍이나 탭 등을 추가할 때 굽힘선과 너무 가까이에 위치시키면 제조 공정이 어려워집니다. 이럴 때는 ‘4T 규칙’을 따르세요. ‘구멍, 탭 등을 포함한 모든 요소’는 굽힘선(Bending Line)에서 ‘재료 두께’의 4배 이상 거리를 유지하라는 것입니다.
4T = keep all features 4 X material Thickness away from bend lines
예를 들어보겠습니다. 두께 1.27mm의 구리판을 사용해 판금 가공이 필요한 제품의 설계를 진행하는 경우라면 굽힘선으로부터 적어도 5.08mm(1.27mmX4) 정도의 여유거리를 두고 구멍(혹은 기타 요소 등)을 위치시키는 것이 좋습니다. 그렇지 않으면 부품을 가공하는 과정에서 예기치 않은 변형이 이뤄질 수 있습니다.
위의 결과물은 어떤가요? 구멍(hole)이 굽힘선(Bending Line)으로부터 최소 (재료 두께)X(4배) 이상 떨어져 있나요? 출처 셔터스톡.
③ 모서리를 완벽한 ‘직각’으로 설계한다
프레스 브레이크를 이용해 판재를 구부릴 때 구조상 완전히 직각인 모서리는 구현할 수는 없습니다.
금속을 구부리는 산업용 장비인 프레스 브레이크는 크게 펀치와 다이로 구성됩니다. 펀치는 재료를 위에서 아래로 누르고, 다이는 재료를 받칩니다. [더 알아보기]
프레스 브레이크의 끝부분은 보통 둥근 형태인데, 구부러진 정도에 따라 휘어지는 부위의 반경(radius)이 달라집니다. 구부러진 영역의 길이를 측정한 뒤 2로 나누면, 굽힘 반경 값(bend radius value)을 구할 수 있습니다. 이 수치는 프레스 브레이크에 의해 결정됩니다. 제품의 특성상 곡률 값(커브 값)이 중요하다면, CAD 도면 상에서 이 부분의 수치를 명확히 할 필요가 있습니다.
금속을 구부리는 산업용 장비인 프레스 브레이크는 크게 펀치와 다이로 구성됩니다. 펀치는 재료를 위에서 아래로 누르고, 다이는 재료를 받칩니다. 출처 셔터스톡.
가장 일반적인 내부 굽힘 반경은 0.762mm(0.030inch)입니다. 여기서 꼭 기억해야 할 사항은 외부 굽힘 반경(프레스 브레이크의 다이에 형성된 반경)은 재료 두께(material thickness)에 내부 굽힘 반경을 더한 수치와 같다는 점입니다.
외부 굽힘 반경(external bend radius)= 재료 두께(material thickness) + 내부 굽힘 반경(internal bend radius)
설계시 전체 부품에 반영하는 반경 값은 동일한 수치를 유지해야 한다는 점도 꼭 기억해야 합니다. 반경 수치를 통일하지 않으면, 엄청난 비용이 들어갈지도 모릅니다.
④ 조립시 사용할 부품의 사양을 입력하지 않는다
리드 타임(제품에 대한 주문을 접수한 시점부터 고객에게 제품을 전달하는 시점까지 걸리는 시간)이 길어지길 바라는 고객은 없을 겁니다.
리드 타임을 단축하기 위해선 제조업체(파트너)에 최종 조립 단계에서 사용하고자 하는 부품의 사양을 미리 알려주어야 합니다. 그 부품이 CLS-440-2와 같은 클린칭 너트이든, FHS-M5-15와 같은 플러시 헤드 스터드이든 상관 없습니다. 제조업체에 미리 해당 부품의 사양을 전달해 놓아야 최종 결과물의 정확한 위치에 해당 부품을 조립할 수 있습니다. 그만큼 시간이 절약되는 것이죠.
⑤ 후가공 방식을 지정하지 않는다
후가공 공정은 제품을 보호하거나 제품의 외관을 더 보기 좋게 만들어주는 효과를 가집니다. 시제품이 아닌, 실제 소비자가 사용할 양산품이라면 후가공은 필수입니다. 설계 단계에서부터 제품의 특성에 맞는 후가공 방식을 지정해 줘야 합니다. 대표적인 후가공 방식으로는 크로메이트, 아노다이징 등이 있습니다. 판금 가공의 후가공 공정에 대해선 향후 별도 콘텐츠를 통해 다룰 예정입니다.
후가공 공정. 출처 cove-industries.co.uk.
⑥ 제품의 사용 환경을 고려하지 않은 재료를 선택한다
염분이 많은 해안가에 설치할 구조물을 판금 가공해야 한다면 애초에 이같은 환경을 잘 견딜 수 있는 재료를 선택해야 할 것입니다. 일반적으로 재료를 선택할 때는 다음과 같은 요소를 고려하는 것이 좋습니다.
일상적인 사용으로 인해 예상되는 마모율
부식 방지
제조 가능성
외관
기계적 성질(인장 강도, 연성 등)
전도성(전기 기기의 경우)
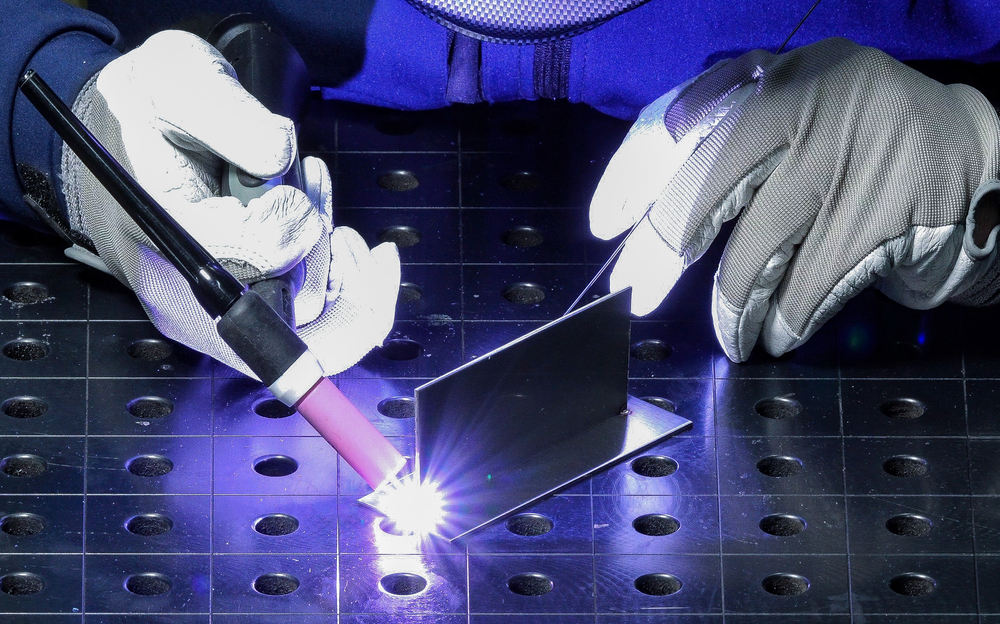
⑦ 용접이 불가능한 설계를 한다
어떤 부품은 용접(welding)을 통해 이어붙여야 하는 경우가 있습니다. 그런데 만약 설계 상에 닫힌 상자 안을 용접하도록 표시하면 어떻게 될까요? 용접 토치가 접근할 수 없기 때문에 불가능할 것입니다.
출처 셔터스톡.
특히 용접 공정은 금속을 고온으로 순간적으로 녹여 붙이는 작업입니다. 만약 용접하려는 부위가 너무 얇다면 자칫 형체를 망가뜨릴 수 있습니다. 따라서 용접하려는 부위의 재료 두께는 이러한 극한의 열을 견딜 수 있을 정도로 두꺼워야 합니다. 보통 용접을 위한 최소 재료 두께는 1.016mm(0.040inch) 수준입니다.
이상으로 판금 가공 설계 시 간과하기 쉬운 7가지 실수에 대해 알아보았습니다. 제조업체 매칭플랫폼 캐파(CAPA)에서는 최고의 판금 가공 전문업체들이 포진하고 있습니다. 캐파에서 판금 가공 전문 파트너와 직접 상담해 보세요.
연간 380만 명이 이용하는 로켓펀치는 채용 플랫폼을 넘어 비즈니스 네트워킹 서비스로 성장하고 있습니다. 올해 2월 기준 43만 개의 개인 프로필, 13만 개의 기업 프로필과 함께 이용자가 꾸준히 늘어가는 추세인데요. 이에 로켓펀치 사이트에서는 채용 광고와 더불어 이벤트, 공모전, 교육 프로그램 등의 참가자 모집 캠페인도 활발하게 이루어지고 있죠.
그중 지난해 로켓펀치의 대표적인 비즈니스 광고인 DA와 e-DM을 동시에 진행해 동일 예산 대비 최대 노출, 최대 클릭이라는 성과를 달성한 캠페인이 있습니다. 바로 아시아 F&I가 개최한 프롭테크 게임체인저 공모전 1기(이하 ‘프롭테크 공모전’)인데요. 로켓펀치에서 어떤 광고 상품을 어떤 방식으로 활용해 이와 같은 효과를 거두었는지, 그 과정을 함께 풀어가 보겠습니다.👉
부동산 업계의 유니콘으로 성장할 스타트업을 발굴, 육성, 투자하기 위해 진행된 프롭테크 공모전은 선정 기업에 총 5천만 원의 상금, 최대 10억 원의 투자를 지원했는데요. 아시아 F&I가 “프롭테크 분야의 투자와 개발을 회사의 주력 사업 분야 중 하나로 선정했다”라고 밝힌 만큼, 혁신적인 기술이나 실행력, 아이디어를 가진 스타트업과 예비창업자를 발굴해 내기를 원했습니다.
그렇다면 아시아 F&I가 로켓펀치와 함께 캠페인을 진행한 이유는 무엇일까요?🤔
바로 로켓펀치에는 획기적인 아이디어와 서비스로 성장하고 있는 스타트업과, 주요 이용자의 53% 이상을 차지하는 2030 젊은 인재가 모여있기 때문입니다. 기업 경영진, 재직자, 예비 창업자 등 다양한 인재가 활동하고 있는 우리의 플랫폼은 아시아 F&I가 찾고 있는 예비 유니콘의 집합체였던 것이죠. 이들을 대상으로 가장 효율적인 성과를 거두기 위해 로켓펀치와 함께 e-DM과 DA를 동시에 진행했습니다. 각 캠페인을 통해 어떤 성과를 얻었는지 확인해 보시죠!
🚀2030 젊은 인재들로부터 최대 노출수를 끌어내다
아시아 F&I는 부동산 업계의 유니콘이 될 유망 스타트업을 최대한 많이 만나보기를 바랐습니다. 이에 로켓펀치에서 제공하는 다양한 배너의 DA를 활용하기로 했습니다. 최종적으로는 사이드 광고, 하단 광고, 중간 광고 세 가지 캠페인을 순차적으로 집행했고, 최대 노출을 이끌어낼 수 있었습니다.💪
1) 중간 광고
로켓펀치 중간 광고는 비교적 사용자 Depth가 깊은 곳에 배너가 노출됩니다. 지원자의 입사 지원서나 채용 기업의 채용 정보처럼 주요 콘텐츠 영역의 중간에 광고가 노출됩니다. 이에 높은 사용자 주목도로 전환율이 높다는 장점이 있습니다.
2) 사이드 광고
사이드 광고는 로켓펀치 메인 페이지에 노출되는 이미지 형태의 배너입니다. 저렴한 가격에 우수한 노출 성과를 낼 수 있다는 점에서 가성비가 높은 상품입니다. 또한, 타 광고에 비해 큰 정방형의 이미지가 노출되기 때문에 사용자의 시선을 사로잡기에 매우 용이합니다.
3) 검색목록 상단 광고
검색목록 상단 광고는 검색창 하단과 검색목록 상단 영역에 위치합니다. 따라서, 로켓펀치 내에서 검색을 하고자 하는 적극적인 사용자들에게 노출이 된다는 장점이 있습니다. 사용자의 시선을 사로잡는 검색창 하단에 위치해 클릭을 유도하는 데 매우 우수한 상품입니다.
4) 푸시 이메일 광고
푸시 이메일 광고는 로켓펀치 알림 이메일 하단에 노출됩니다. 알림 이메일에는 인재 추천, 관심 있는 채용 기업의 새로운 정보, 연결 신청 알림 등 다양한 알림이 제공되고 있습니다. 현재 상당히 활성화되어 있는 영역으로, 클릭수도 상단 광고에 버금갈 만큼 우수한 성적을 보이고 있습니다.
우리는 위 캠페인을 동시에 진행하지 않고, 기간을 적절히 분배해 서로 다른 시기에 노출시키는 방안을 택했습니다. 그 결과 캠페인 기간 동안 약 25만 건이라는 역대 최고 노출수를 기록했습니다. 클릭수도 약 2천 건 가까이 달성, 그만큼 로켓펀치를 이용하고 있는 잠재력 있는 기업과 예비 창업인들이 많은 관심을 보였죠.👀👍
공모전을 널리 알리는 데 성공했다면, 이제는 프롭테크 영역에서 활약하고 있는 기업을 대상으로 집중적인 홍보를 진행하고자 했습니다. 그래서 로켓펀치는 명확한 타겟 설정을 위해 아시아 F&I와 e-DM 캠페인을 기획했습니다.
🚀반짝이는 아이디어로 성장하는 스타트업을 타겟팅하다
e-DM의 경우 스타트업 C-Level과 의사결정권자를 타겟팅 하기로 결정했습니다. 공모전에 실질적인 관심을 가지고 액션을 취할 것으로 예상되는 대상을 선택한 것이죠. 타겟을 확정지은 뒤 모수를 추출해 e-DM을 발송했고, 그 결과 약 3만 건의 오픈수를 기록하는 성과를 거두었습니다.👏
로켓펀치 e-DM은 개인의 업무 분야, 역할, 기업의 직원 수, 누적투자 등 총 7가지 옵션을 가지고 구체적인 타겟 설정이 가능합니다. 56만 이상의 데이터베이스 안에서 원하는 타겟을 설정할 수 있다는 장점이 있죠. 현재 평균 오픈율 25%, 평균 클릭률 1% 이상의 성과를 기록하고 있는 만족도 높은 캠페인이랍니다.📬
로켓펀치와 함께한 아시아 F&I의 프롭테크 공모전은 100개 이상의 기업이 지원하며 성공적으로 마무리되었습니다. 이처럼 현재 대기업, 스타트업, 정부 기관 등에서 로켓펀치의 비즈니스 광고를 활용하고 있습니다.
📌 구체적인 타겟을 정해 홍보하고 싶다면?
📌 최대한 많은 사람에게 광고를 노출하고 싶다면?
📌 DA와 e-DM 상품을 모두 활용하고 싶다면?
국내 최대 비즈니스 네트워킹 플랫폼, 로켓펀치와 함께 하세요! 맞춤형 캠페인을 고민하고 기획하고 진행해 드립니다. 광고 상품에 대해 궁금한 점이 있다면 언제든지 문의 주시기 바랍니다.😊