공작기계는 ‘기계의 어머니’로 불립니다. 금속을 가공하는 거의 모든 산업의 기반이 되기 때문입니다. 우리나라는 1970년대 수작업으로 작동하는 단순한 선반, 밀링기 등을 시작으로 경제 발전의 기틀을 다졌고 이후 공작기계 산업은 비약적인 발전을 거듭했습니다. 이제는 지능형 공작기계를 생산할 정도로 산업적 역량이 강화됐습니다. 국내 대표적인 공작기계 생산업체들의 면면을 카파(CAPA)가 짚어봅니다.

화천기공은 공작기계 전문그룹인 화천그룹의 핵심축입니다. 회사 설립 후 꾸준히 CNC선반 및 머시닝센터 등을 생산하며 사업을 지속해오고 있습니다. 경쟁사인 두산공작기계, 현대위아와 어깨를 나란히 하며 영향력을 확대해 국내 3대 공작기계 전문업체로 꼽힙니다. 국내 제조업 현장에서 가동되는 공작기계의 3분의 1은 화천기공 제품이라고 해도 과언이 아닙니다.
주물공장에서 출발, 국내 최초 NC선반 국산화
화천기공의 전신은 1945년에 설립된 ‘파철공소’입니다. 해방 후 주물공장을 기반으로 사업의 첫 발을 뗐습니다. 이어 1952년 전라남도 광주에 화천기공을 세우면서 본격적으로 ‘화천’이란 이름을 대외에 알렸습니다. 초기에는 파철공소 때와 마찬가지로 주물 분야에 주력했습니다. 이후 1960년대부터 각종 공작기계를 만들면서 기계산업의 문을 열었습니다.

특히 1977년에는 국내 최초로 NC(수치제어) 선반 국산화에 성공했습니다. 그 때까지 국내 제조업계는 외국산 NC에만 의존했지만 공작기계에 대한 수요가 증가하면서 성장 가도를 달렸습니다.
최초라는 타이틀은 계속됐습니다. CNC 밀링기, NCTC, 수평형 머시닝센터 등을 선보이는 등 연구개발(R&D) 역량에 집중하며 경쟁력을 강화했습니다. 또한 국내뿐만 아니라 해외로 영토를 확장하며 글로벌 기업으로 자리매김했습니다.
광주 광산에 본사, 해외 7개 지역서 생산·개발
최대주주는 권영일 화천기공 대표를 비롯해 48.78%의 지분을 보유한 권씨 일가입니다. 이어 재단법인 서암문화재단 등이 지분을 갖고 있습니다. 두산공작기계, 현대위아에 비해 오너일가의 지분 비중이 높은 편입니다. 지주회사격인 화천기공 산하에 화천기계, 서암기계공업, 시리우스인베스트먼트, 에프앤가이드, 서암문화재단 등 여러 회사를 수직계열화 했습니다.
사업부문은 크게 금속공작기계 부문과 소재사업 부문(주물)으로 나뉩니다. 금속공작기계부문은 CNC 선반 및 밀링을 비롯해 MC부품을 생산합니다. 소재사업부문은 과거 본업인 주물 제작에 집중합니다. 지난해 말 기준 사업부별 매출 비중은 각각 79.7%, 20.3%입니다. CNC 관련 매출이 압도적이라는 것을 알 수 있습니다.
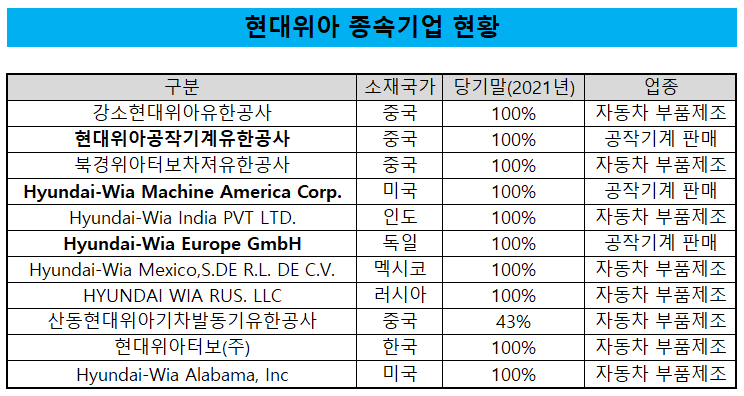
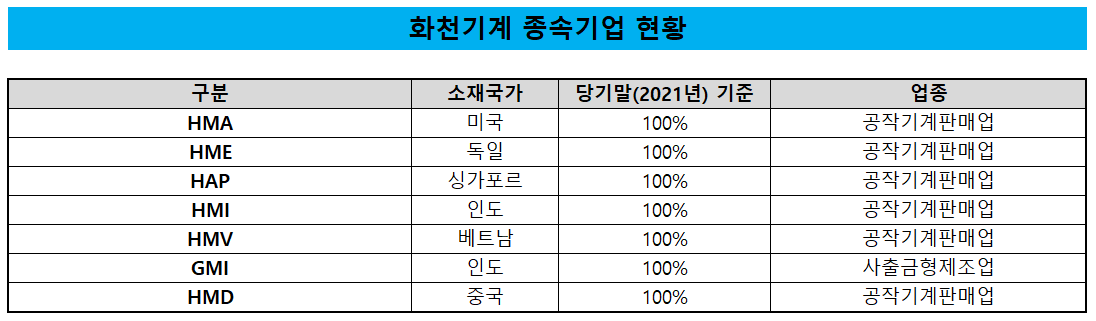
화천기공 사업장은 광주 광산구에 위치한 본사를 비롯한 제2공장, 평동공장 등 3곳의 국내사업장 및 미주, 유럽, 싱가포르, 인도(2곳), 베트남, 중국 등 해외 7개 지역에서 주요 제품을 생산하는 동시에 개발, 마케팅, 영업 등 사업활동을 벌이고 있습니다. 화천기공이 100% 지분을 쥐고 있는 종속기업은 총 7개입니다.

현재 △HMA(미국) △HME(독일·유럽) △HAP(싱가포르·아시아) △HMI(인도) △HMV(베트남) △GMI(인도) HMD(중국) 등을 거느리고 있습니다. 이 가운데 인도에서 사출금형제조업을 담당하는 GMI를 제외하면 모두 ‘공작기계판매업’을 주력으로 하고 있습니다. GMI는 화천기공 공작기계를 활용해 금형을 제조하고 이를 인도 내 업체에 판매합니다.
머시닝센터가 주력, 맞춤형 모델 제공
주요 제품은 머시닝센터, 터닝센터, 범용기종, 대형기종, 스마트머신, 마찰 교반 용접기, 소프트웨어 등입니다. 가장 수요가 높은 머시닝센터의 경우 X축, Y축, Z축 이송거리를 비롯해 주축 회전수, 공구 수 등을 고려한 맞춤형 모델을 고를 수 있도록 했습니다. 모든 제품에는 주요 상표인 ‘HWACHEON’이 들어갑니다. 여기에 기종 별 시리즈를 나눠 제품을 분류하고 있습니다.
판매량이 높은 ‘효자’ 제품으로는 △HI-TECH Series △HI-ECO Series △TTC Series △VT-Series △SIRIUS Series △CUTEX-Series △M2-Series 등이 있습니다. 수직, 수평, 강력 절삭 등 CNC 특징에 따라 제품을 고를 수 있도록 하고 있습니다.
흥미로운 점은 가격 정책입니다. 가장 저렴한 CUTEX-Series와 가장 비싼 M2-Series를 살펴보면 최근 3년 연속 각각 4028만원, 2억2382만원으로 책정했습니다. 매년 원재료 값이 변동함에도 가격을 고정해 가격 경쟁력을 유지하고 있습니다.
최근에 출시한 모델 중에서는 소형 스틸 가공용 스마트머신 ‘SMART Ua STEEL’에 눈길이 쏠립니다. 이 모델은 세계 최초의 인공지능(AI)형 머신이라는 평가를 받고 있습니다. 누구나 CAD 데이터만 있으면 CAM 연산부터 가공까지 컨트롤할 수 있습니다. 또한 자동화에 최적화된 부품가공 5축 수직 머시닝센터 ‘D2-5AX’도 선보였습니다. 복잡한 형상의 제품을 한 번의 셋팅으로 완성하는 ‘M4-5AX’도 인기입니다.
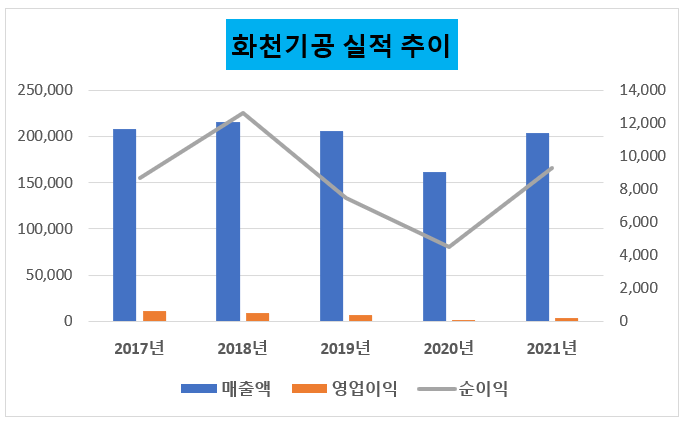
화천기공의 2021년 매출액은 2040억원, 영업이익은 33억원을 기록했습니다. 매출은 전년 1617억원 대비 400억원 이상 늘었고 영업이익은 14억원에서 두배 이상 늘었습니다. 수익성이 개선된 모습입니다. 사업부별로 보면 금속공작기계부문에서 1626억원, 소재부문에서 414억원의 매출을 일으켰습니다.
수출이 전체 매출 절반 이상, 글로벌 시장서 활로 모색
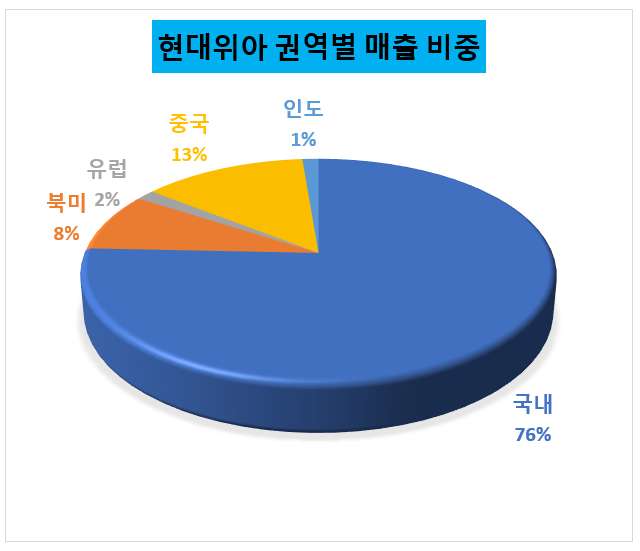
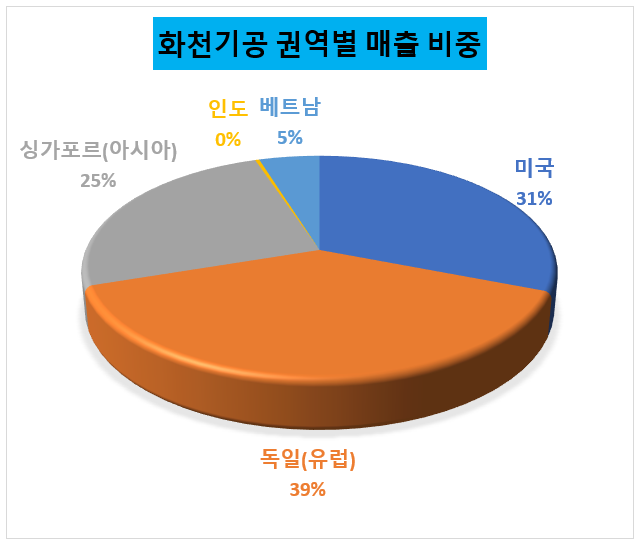
권역별 매출 비중을 살펴보면 해외 비중이 높습니다. 글로벌 시장에서 활로를 모색하고 있는 것입니다. 국내 대기업 제조업체들이 생산공장을 해외로 이전시키는 등 국내 공작기계 시장 규모가 위축된 영향으로 풀이됩니다.
지난해 전체 매출액 2040억원 중 수출로 인식된 매출은 1236억원으로 절반 이상입니다. 독일(301억원), 미국(239억원), 싱가포르(193억원) 등 순으로 이어집니다.
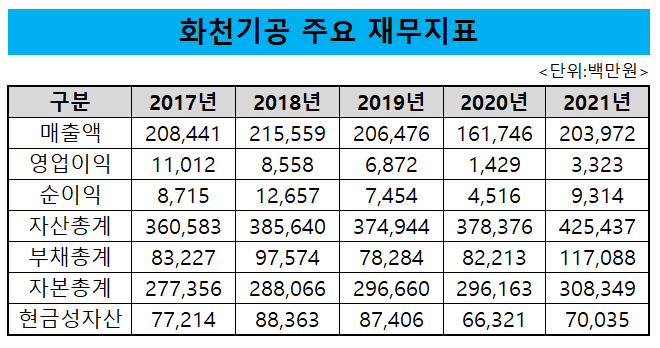
재무상태는 매우 안정적입니다. 연결 기준 자산총계는 4254억원입니다. 이중 자본은 3083억원, 부채는 1171억원입니다. 동종업계 대비 부채 비중이 낮습니다. 사업을 위한 빚은 최소화하고 현금을 넉넉하게 유지하고 있습니다. 다소 보수적인 기조로 회사를 운영하고 있다고 볼 수도 있을 것 같습니다.